大多数聚酰亚胺(PI)因加热无法熔融且不溶于有机溶剂,通常采用两步工艺来制造高质量的PI薄膜。首先,将聚酰胺酸(PAA)溶液流延在基底上,在较低温度下蒸发掉部分溶剂;之后升高温度经化学或热亚胺化法将PAA转化为PI。
在流延成型过程中由于PAA树脂黏度较高、挤出压力不稳定、计量泵脉冲波动较大等因素,导致其横向厚度均匀性和膜卷外观平整性差。
对现有薄膜流延成型工艺进行改进,可通过在成型过程中增加正负风压处理、静电处理、模头角度调节处理等措施,来制备高性能PI薄膜。
大多数聚酰亚胺(PI)因加热无法熔融且不溶于有机溶剂,通常采用两步工艺来制造高质量的PI薄膜。首先,将聚酰胺酸(PAA)溶液流延在基底上,在较低温度下蒸发掉部分溶剂;之后升高温度经化学或热亚胺化法将PAA转化为PI。
在流延成型过程中由于PAA树脂黏度较高、挤出压力不稳定、计量泵脉冲波动较大等因素,导致其横向厚度均匀性和膜卷外观平整性差。
对现有薄膜流延成型工艺进行改进,可通过在成型过程中增加正负风压处理、静电处理、模头角度调节处理等措施,来制备高性能PI薄膜。
设计基于风压的PAA树脂溶液贴附唇壁的挤出流延工艺改进方法,在挤出模头后方和前方设置可以施加正压或负压的吹风、吸风装置。PAA树脂流延开始时,在模头唇口溶液流出处施加正压或负压,使挤出溶液贴附于挤出模头底端的上唇壁或下唇壁,之后再下落流延到钢带上,以改进PAA薄膜的厚度均匀性和表面平滑性。
实验表明,施加风压为0.01~0.1MPa或-0.1~-0.02 MPa,在树脂溶液流出模头唇口间隙处施加正压或负压15~60min后,关闭吹吸风装置,经唇口间隙挤出的树脂溶液在其表面张力、自身重力和挤出离模膨胀效应的综合作用下,仍可贴附于上唇壁或下唇壁再流延到钢带上,成型为PAA树脂液膜。
正负压作用于流出唇口间隙的树脂溶液时,可使之贴附于模头底端唇壁并在表面张力作用下产生界面效应,并且保持贴附模头唇壁时产生的界面变化,确保流延到钢带上成型的PAA液膜表面光滑,并且厚度一致。
设计基于静电的PAA树脂溶液贴附唇壁的挤出流延方法,在模头唇口间隙下开口前方和后方设置静电吸附装置,其中,静电吸附装置为由金属丝或金属带构成的平行于模头唇口的丝状或带状电极,且挤出模头的唇模条和模头主体之间增加绝缘隔板,模头和唇模条接地。
PAA树脂流延开始时,在模头唇口溶液流出处施加静电场,使挤出溶液在静电力作用下贴附于挤出模头底端的上唇壁或下唇壁,之后再流延到钢带上,以改进PAA薄膜的厚度均匀性和表面平滑性。流涎开始前在挤出模头底端和与静电吸附装置同侧的唇壁上涂布PAA树脂溶液,以避免电击现象。
为了使PAA树脂溶液同时贴附于上、下唇壁,在唇口间隙下开口的前方和后方均设置静电吸附装置金属丝或金属带,开始流延时一侧的静电吸附装置通6~15kV的直流高压电,通电时间为15~60min,使PAA树脂所受到的静电吸附作用力为1~32N。
当观察到树脂溶液已贴附于该侧唇壁,该侧的静电吸附装置断电,另一侧的静电吸附装置立即通电,使树脂溶液再贴附于另一侧唇壁,此时树脂溶液在其表面张力作用下仍在先贴附的那一侧唇壁上有少量贴附,在双侧静电吸附装置均停止通电后,经唇口间隙挤出的树脂溶液在其表面张力、自身重力和挤出离模膨胀效应的综合作用下,离开唇口间隙后仍向两侧的上、下唇壁扩张,树脂溶液同时贴附上、下唇壁后在唇口间隙下方汇合流延至钢带。
静电作用于流出唇口间隙的树脂溶液,使之贴附于模头底端唇壁,树脂溶液在与唇壁结合过程中,在表面张力作用下产生界面效应,并且保持贴附模头唇壁时产生的界面变化,确保流延到钢带上成型的PAA液膜表面光滑,并且厚度均匀一致。
设计基于模头角度调节的PAA树脂溶液贴附唇壁的挤出流延工艺改进方法,在PAA树脂溶液流延开始时,改变模头角度,使模头角度远大于或远小于设定模头角度,再逐步恢复到设定值。当模头角度与设定值相差较大时,从唇口间隙挤出的树脂溶液流到处于唇口间隙下方的唇壁上贴附,之后再下落流涎到钢带上,以改进PAA薄膜的厚度均匀性和表面平滑性。
为了达到更好的贴附效果,模头角度调节式挤出流延工艺改进方法在流延开始时,设置初始模头挤出速率大于设定模头挤出速率Q,逐步减小模头挤出速率,直到达到设定模头挤出速率Q。
开始流涎时,设置模头的初始挤出速率为1.2Q~3.5Q;在8~30min内分3~5次逐渐减小模头挤出速率,直至达到设定模头挤出速率Q。每一次减少模头挤出速率后保持该模头挤出速率2~10min。模头挤出速率调节完成后,模头角度的调节也将完成。同时,该成型方法在流延开始时选择初始唇口间隙小于设定唇口间隙δ,逐步增大唇口间隙,直至达到设定唇口间隙δ。
开始流涎时,设置初始唇口间隙为0.10δ~0.125δ,在8~30min 内分3~5次逐步增大唇口间隙,直至达到设定唇口间隙δ。每一次增大唇口间隙后,保持该唇口间隙2~10min。模头唇口间隙的调节与模头挤出速率的调节同步进行。
基于模头角度的改变,再加上挤出速率、唇口间隙的调节作用,流出唇口间隙的树脂溶液贴附于模头底端唇壁,树脂溶液在与唇壁结合过程中,在表面张力作用下产生界面效应,并且保持贴附模头唇壁时产生的界面变化,确保流涎到钢带上成型的PAA液膜表面光滑。同时,经过贴附唇壁的树脂液膜内应力减小,液膜表面薄弱界面层的均一性提高,可以消除黏度较高的树脂流延成型制备的薄膜表面纵向条纹缺陷。
采用正负压式、静电式、模头角度调节式3种流延工艺改进方法改进后的流延工艺与现有常规PAA树脂流延工艺经相同的双向拉伸成型工艺制得相同厚度的PI薄膜。PAA树脂液膜的表面经过有效的唇壁贴附处理后在界面效应的影响下其质量得到了优化。
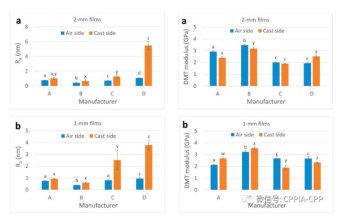
用两步法制备的PI薄膜往往呈现出两个不同的表面,其中一侧是面向基板,称为流延面;另一侧是面向空气,称为空气面。复杂的工序会导致薄膜的两面的性质不同,包括表面形态、粗糙度、亚胺化程度等,这可能会影响薄膜的实际应用。
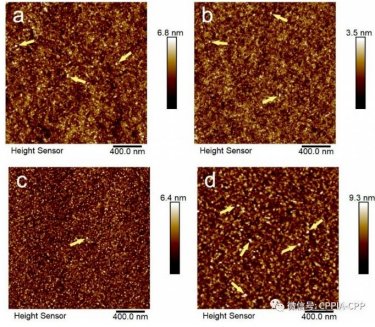
air side of 2-mm films from Manufacturer A, B, C, D
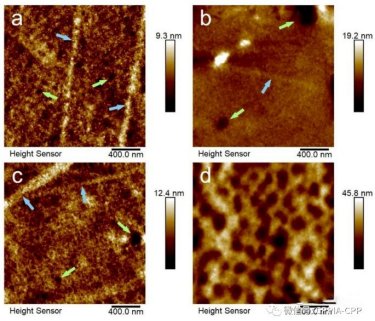
cast side of 2-mm films from Manufacturer A, B, C, D.
研究人员选取四家薄膜制造商生产的八种类型PI薄膜(厚度分别为1mm和2mm),采用原子力显微镜(AFM)在纳米尺度上分析了不同薄膜的表面形貌、粗糙度、模量和粘附力,利用红外光谱仪考察了薄膜的相对亚胺化程度,对比分析了PI薄膜两面之间以及不同制造商薄膜之间的差异。
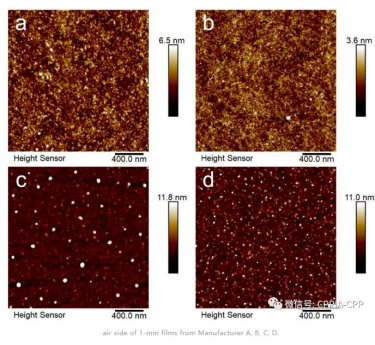
air side of 1-mm films from Manufacturer A, B, C, D.
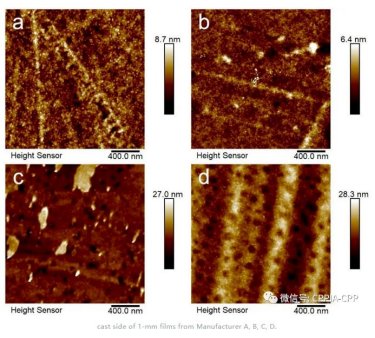
cast side of 1-mm films from Manufacturer A, B, C, D.
统计数据的t-test分析结果表明,同一PI薄膜的两面在粗糙度、DMT模量和相对亚胺化程度方面均存在显著差异(p<0.05)。所有样品的空气面明显更为光滑,其粗糙度始终小于流延面的粗糙度;对于2mm厚度薄膜,空气面具有较高的亚胺化程度。
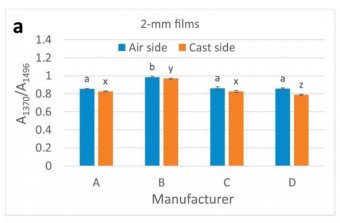
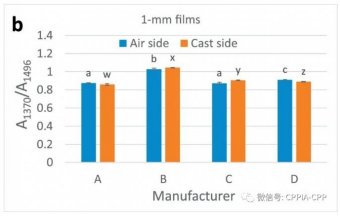
Relative imidization degree (A1370/A1496)
研究发现,相对亚胺化度与DMT模量(r=0.7330)、附着力(r=0.6689)呈正相关,而薄膜的纳米结构和纳米力学性能会影响其表面质量。
采用方差分析比较了不同制造商所提供PI薄膜的差异。制造商B的薄膜具有最高DMT模量和亚胺化度,以及最光滑的表面。制造商D的2mm厚度薄膜,在其流延面发现了条纹状形貌及黏连,这损害了薄膜在垂直于条带方向上的强度。
结果表明,不同制造商的PI薄膜在表面形貌和纳米力学性能上可能有很大差异,同一薄膜的流延面和空气面会表现出不同的形态特征。采用AFM在纳米尺度上研究薄膜的形貌和力学性能,有助于表征薄膜质量并选择出表面质量更高的薄膜。
文章来源:中国塑协流延薄膜专委会